-
SolutionsNOTRE TECHNOLOGIE & NOS SOLUTIONSUne technologie de pointe et des solutions pragmatiques pour une gestion globale de vos contrôles par l'image, pour une réponse spécifique à votre projet et à la mesure de vos besoins.
-
Vision industrielle pour les INDUSTRIELSDes applications dédiées à chaque type de contrôle : Contrôle qualité - Contrôle de conformité - Contrôle de la production et des procédés de fabrication - Contrôle de l'environnement de production...Lire plus
-
Machine vision pour les INTÉGRATEURS & FABRICANTS DE MACHINESNotre expertise en mode collaboratif pour l'intégration de notre technologie dans vos projets d'installation...Lire plus
-
Vision par caméra pour les ENTREPRISES DE SERVICESDes solutions de contrôle par l'image pour vos opérations de maintenance et de gestion déléguée de parcs machines, de réseaux techniques...Lire plus
-
Analyse d'images pour les CENTRES DE RECHERCHEDes algorithmes de pointe pour la détection et le suivi, paramétrables en quelques secondes et utilisés par de nombreux chercheurs et ingénieurs dans de multiples domaines...Lire plus
-
-
Applications métiersAPPLICATIONSDes applications développées sur cahier des charges ou réalisées par vos services de R&D, avec notre accompagnement, grâce à nos solutions logicielles AX Vision et AX R&D.
-
Contrôle d'aspectInspection d'état de surface - Conformité colorimétrique - Profilométrie...Lire plus
-
Tri de piècesClassification par famille de produits, par type de défaut - Appairage...Lire plus
-
Guidage robotPalettisation / Dépalettisation - Dévracage - Picking - Assemblage...Lire plus
-
Mesure dimensionnelleDiamètre - Distance - Epaisseur - XYZ - LocalisationLire plus
-
Traçabilité industrielle par vision automatiqueDatas des événements de la production et de l'environnement de productionLire plus
-
Vision industrielle pour la logistiquePalettisation / Dépalettisation - Temps de résidence - Lecture OCR Datamatric / QR-codeLire plus
-
Contrôle outils de productionSurveillance des machines-outils avec signalement à l'opérateur et traçabiité des événementsLire plus
-
Lecture de caractères et de codesTraçabilité des produits Conformité par relecture de codes OCR / Datamatrix / QR-codes / DLC...Lire plus
-
-
Secteurs & marchésSECTEURS & MARCHÉSContrôler la qualité et la conformité de la matière première au produit affiné, jusqu'à son emballage. Contrôler et guider la production. Contrôler l'environnement de production. Assurer la traçabilité.
-
AgroalimentaireGranulométrie, forme, texture, colorimétrie, destructuration, lecture DATAMATRIX / QR Code / OCR, vérification des DLC, traçabilité, emballages, détection d'intrants...Lire plus
-
TextileDétection automatique de défaut au défilé : contrôle colorimétrique, contrôle d'aspect, contrôle de motifs, défauts de maille et/ou de filLire plus
-
MétallurgieContrôle de manque/surplus de matière, contrôle dimensionnelle des moules, tri de pièces, défauts de structure...Lire plus
-
MécaniqueDétection de défauts des usinages : dimensionnels, matières, formes, aspects - Gestion par la vision du procédé de fabrication et du parc machineLire plus
-
TréfilerieContrôle des sections de fils, câbles, fibres de verre... - Vérification du tressage multibrins - Contrôle structurel de gaine - Contrôle du bobinage...Lire plus
-
CosmétiqueInspection de défaut pour contrôle de conformité : aspect de surface, texture, matière, colorimétrie, manque ou débordement de matière, positionnement, granulométrie (poudre), fluidité (gel)...Lire plus
-
AutomobileContrôle de pièces (dimensions, manque/surplus de matière, aspect de surface...) - Guidage robot d'assemblage - Traçabilité du process de productions et des piècesLire plus
-
Plasturgie & caoutchoucContrôle de colorimétrie, de manque/surplus de matière, contrôle dimensionnelle des moule, défauts de structure, tri de pièces...Lire plus
-
VerrerieContrôle dimensionnel - Analyse de forme - Conformité de motifs et de dorure - Détection d'inclusion (bulles, filets, corps étrangers...) - Colorimétrie...Lire plus
-
LogistiqueTraçabilité pour le suivi des articles (lecture OCR et Datamatrix) - Vision 3D pour guidage robot de palettisation en vision - Conformité de l'intégrité des emballages...Lire plus
-
Médical & SantéContrôles des dispositifs médicaux, suivi qualité et conformité : prothèse, cathéter, bas de contention, kit biologique, packaging du médicament...Lire plus
-
Recherche & développementAnalyse d'images : microscopie, optique, électronique - Caméra ultra haute vitesse - Tomographie - Sonar...Lire plus
-
-
SolutionsNOTRE TECHNOLOGIE & NOS SOLUTIONSUne technologie de pointe et des solutions pragmatiques pour une gestion globale de vos contrôles par l'image, pour une réponse spécifique à votre projet et à la mesure de vos besoins.
-
Vision industrielle pour les INDUSTRIELSDes applications dédiées à chaque type de contrôle : Contrôle qualité - Contrôle de conformité - Contrôle de la production et des procédés de fabrication - Contrôle de l'environnement de production...Lire plus
-
Machine vision pour les INTÉGRATEURS & FABRICANTS DE MACHINESNotre expertise en mode collaboratif pour l'intégration de notre technologie dans vos projets d'installation...Lire plus
-
Vision par caméra pour les ENTREPRISES DE SERVICESDes solutions de contrôle par l'image pour vos opérations de maintenance et de gestion déléguée de parcs machines, de réseaux techniques...Lire plus
-
Analyse d'images pour les CENTRES DE RECHERCHEDes algorithmes de pointe pour la détection et le suivi, paramétrables en quelques secondes et utilisés par de nombreux chercheurs et ingénieurs dans de multiples domaines...Lire plus
-
-
Applications métiersAPPLICATIONSDes applications développées sur cahier des charges ou réalisées par vos services de R&D, avec notre accompagnement, grâce à nos solutions logicielles AX Vision et AX R&D.
-
Contrôle d'aspectInspection d'état de surface - Conformité colorimétrique - Profilométrie...Lire plus
-
Tri de piècesClassification par famille de produits, par type de défaut - Appairage...Lire plus
-
Guidage robotPalettisation / Dépalettisation - Dévracage - Picking - Assemblage...Lire plus
-
Mesure dimensionnelleDiamètre - Distance - Epaisseur - XYZ - LocalisationLire plus
-
Traçabilité industrielle par vision automatiqueDatas des événements de la production et de l'environnement de productionLire plus
-
Vision industrielle pour la logistiquePalettisation / Dépalettisation - Temps de résidence - Lecture OCR Datamatric / QR-codeLire plus
-
Contrôle outils de productionSurveillance des machines-outils avec signalement à l'opérateur et traçabiité des événementsLire plus
-
Lecture de caractères et de codesTraçabilité des produits Conformité par relecture de codes OCR / Datamatrix / QR-codes / DLC...Lire plus
-
-
Secteurs & marchésSECTEURS & MARCHÉSContrôler la qualité et la conformité de la matière première au produit affiné, jusqu'à son emballage. Contrôler et guider la production. Contrôler l'environnement de production. Assurer la traçabilité.
-
AgroalimentaireGranulométrie, forme, texture, colorimétrie, destructuration, lecture DATAMATRIX / QR Code / OCR, vérification des DLC, traçabilité, emballages, détection d'intrants...Lire plus
-
TextileDétection automatique de défaut au défilé : contrôle colorimétrique, contrôle d'aspect, contrôle de motifs, défauts de maille et/ou de filLire plus
-
MétallurgieContrôle de manque/surplus de matière, contrôle dimensionnelle des moules, tri de pièces, défauts de structure...Lire plus
-
MécaniqueDétection de défauts des usinages : dimensionnels, matières, formes, aspects - Gestion par la vision du procédé de fabrication et du parc machineLire plus
-
TréfilerieContrôle des sections de fils, câbles, fibres de verre... - Vérification du tressage multibrins - Contrôle structurel de gaine - Contrôle du bobinage...Lire plus
-
CosmétiqueInspection de défaut pour contrôle de conformité : aspect de surface, texture, matière, colorimétrie, manque ou débordement de matière, positionnement, granulométrie (poudre), fluidité (gel)...Lire plus
-
AutomobileContrôle de pièces (dimensions, manque/surplus de matière, aspect de surface...) - Guidage robot d'assemblage - Traçabilité du process de productions et des piècesLire plus
-
Plasturgie & caoutchoucContrôle de colorimétrie, de manque/surplus de matière, contrôle dimensionnelle des moule, défauts de structure, tri de pièces...Lire plus
-
VerrerieContrôle dimensionnel - Analyse de forme - Conformité de motifs et de dorure - Détection d'inclusion (bulles, filets, corps étrangers...) - Colorimétrie...Lire plus
-
LogistiqueTraçabilité pour le suivi des articles (lecture OCR et Datamatrix) - Vision 3D pour guidage robot de palettisation en vision - Conformité de l'intégrité des emballages...Lire plus
-
Médical & SantéContrôles des dispositifs médicaux, suivi qualité et conformité : prothèse, cathéter, bas de contention, kit biologique, packaging du médicament...Lire plus
-
Recherche & développementAnalyse d'images : microscopie, optique, électronique - Caméra ultra haute vitesse - Tomographie - Sonar...Lire plus
-
Vision Industrielle

Des technologies de computer vision sur-mesure, dimensionnées à chaque projet de contrôle par caméra
La réussite d'un projet de vision repose bien entendu sur la puissance d'analyse des algorithmes mais aussi et surtout sur la combinaison judicieuse des différentes technologies.
Que ce soit pour des applications de : Détection, classification et localisation de défauts ou d’anomalies - Détection d’événements - Mesure dimensionnelle - Contrôle d'aspect - Lecture de caractères et de codes... chaque projet comporte ses spécificités : typologie de défaut ou de process, niveau de précision et de résolution, seuils de conformité exigés, impératifs liés à l'outil ou l'environnement de production... Tous ces paramètres nécessitent d'être pris en compte lors du cahier des charges, de façon à pouvoir dimensionner une réponse adaptée et sur-mesure à chaque projet de computer vision.
Aussi, alors que telle application nécessitera des méthodes paramétriques, il faudra, pour telle autre, entraîner un modèle d'intelligence artificielle, et pour telle autre encore, combiner plusieurs méthodes.
Notre technologie, issue de plus de 10 ans de R&D, embarque le meilleur des technologies algorithmiques - paramétriques et IA (intelligence artificielle) de dernière génération. Nos suites logicielles AX Vision et AX IA, combinent différentes technologies et permettent la création et la mise en œuvre d’applications de traitement d’images et de mesure optique, sur-mesure.
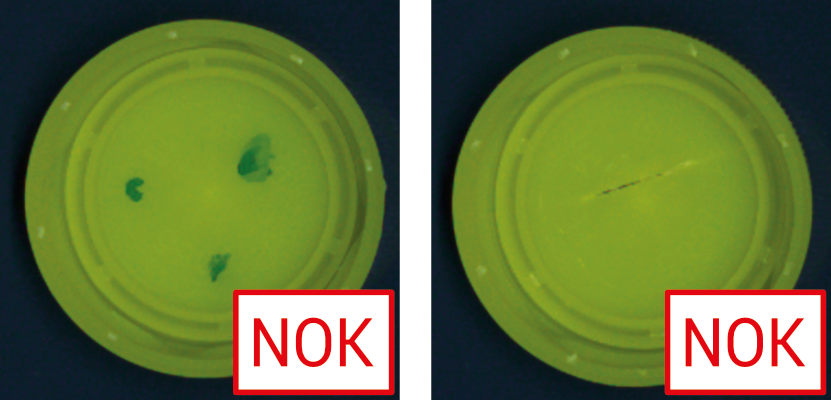
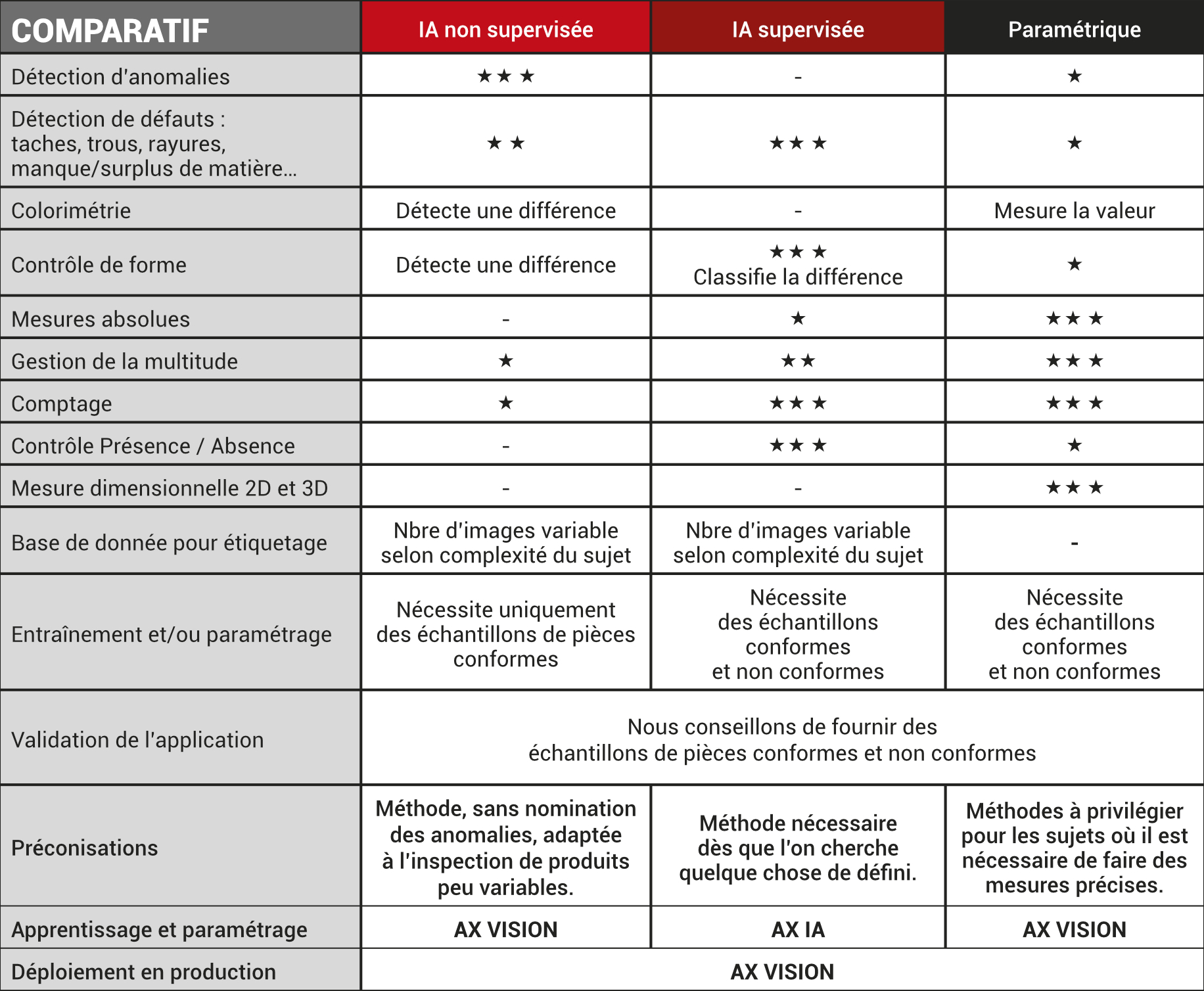
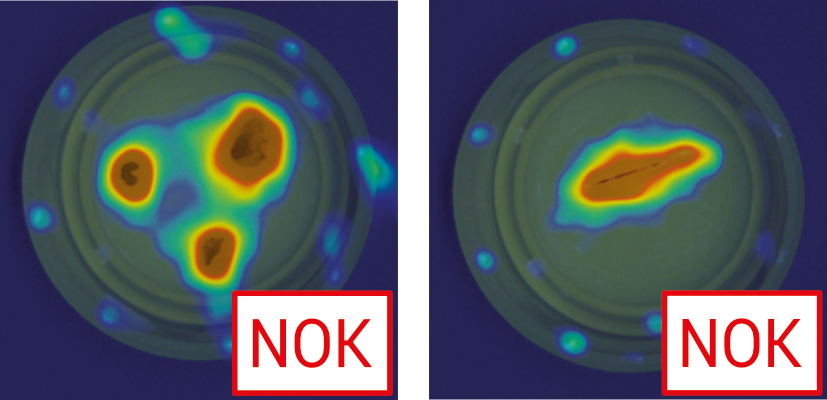
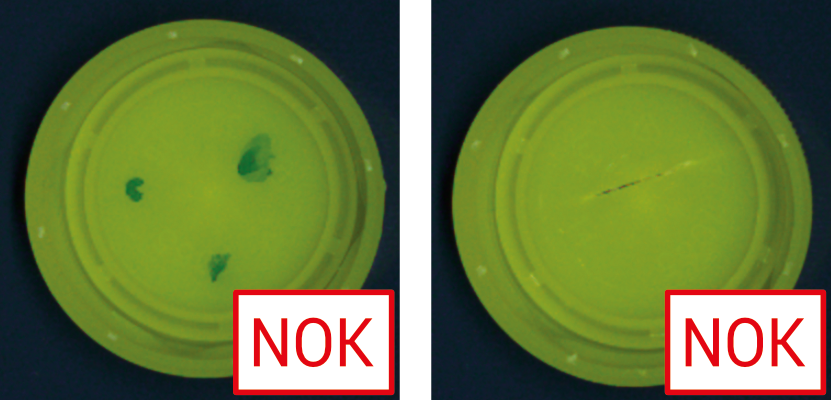
Méthode de détection d'anomalies IA non supervisée
- Fonctionnement : Le modèle est entraîné, uniquement à partir d'images de conformité. Il apprend à reconnaître un bouchon OK. Toutes différences avec les images d'apprentissage sont signalées comme anomalies.
- Informations :
- Permet la localisation, le dénombrement et le dimensionnement approximatifs d'une anomalie.
- Ne permet pas la classification d’une anomalie (la reconnaître avec précision et la nommer).
- Requis : Des pièces conformes pour l’apprentissage et quelques échantillons non conformes pour valider l’efficacité de l’application.
- Préconisation : Méthode adaptée aux contrôles pour lesquels il n’est pas utile de nommer l’anomalie. Méthode à privilégier pour l’inspection de produits peu variables évoluant dans un environnement très stable.
- Entraînement et déploiement en production : suite logicielle AX VISION.


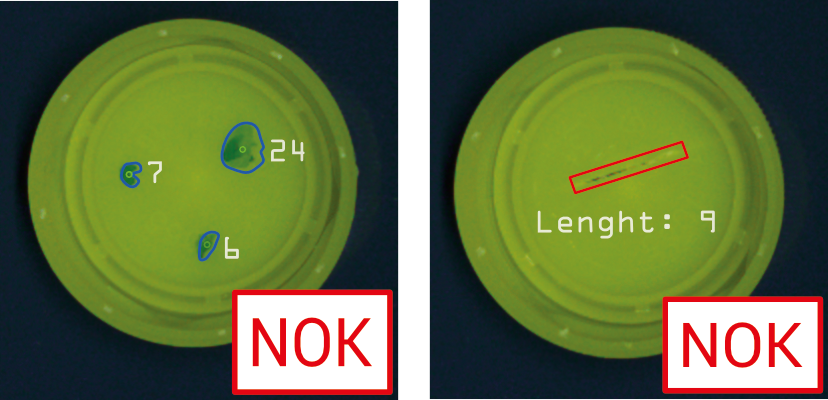
Méthode détection de défauts IA supervisée
- Fonctionnement : Le modèle est entraîné, à partir d’images de conformité et de non conformité. Grâce à l’étiquetage de la base de données (labelisation), il apprend à reconnaître et à nommer des caractéristiques spécifiques. Seuls les défauts entraînés sont signalés.
- Informations :
- Permet la détection, la localisation et la classification des caractéristiques recherchées de façon très précise et plus fiable : forme, position...
- Permet des détourages précis des défauts par Bounding box ou par Mask
- Permet de paramétrer le seuillage de conformité pour répondre aux exigences du contrôle.
- Ne permet pas de détecter des défauts n’ayant pas été entraînés.
- Requis : Un lot d’échantillons contenants l’ensemble des défauts qui devront être reconnus en production.
- Préconisation : Méthode nécessaire dès que l’on cherche à détecter quelque chose de défini et ce, avec une grande précision.
- Entraînement : suite logicielle AX IA.
- Déploiement en production : suite logicielle AX VISION.


Méthode détection de défauts Paramétrique
- Fonctionnement : Algorithmes paramétrés et étalonnés selon un seuillage de conformité défini par le cahier des charges.
Seules les mesures hors tolérance sont signalées NOK - Informations :
- Permet les mesures dimensionnelles (micron, mm, m) et les mesures colorimétriques (LAB, HSV, RGB) avec précision, en valeurs absolues.
- Permet de gérer les contrôles multiples, même à très haute cadence.
- Ne permet pas la classification d’un défaut, ni de travailler sur des cas n’ayant pas été paramétrés.
- Requis : Un lot d’échantillons de pièces non conformes avec indication de la valeur des défauts.
- Préconisation : Méthode à privilégier pour des mesures dimensionnelle et colorimétrique.
- Paramétrage et déploiement en production : suite logicielle AX VISION